
先週に引き続き、今週もセンタポンチを製作していきます!
今週の作業は、「ローレット加工」「テーパ削り」「先端部、頭部加工」「焼き入れ」と完成まで終了しました!
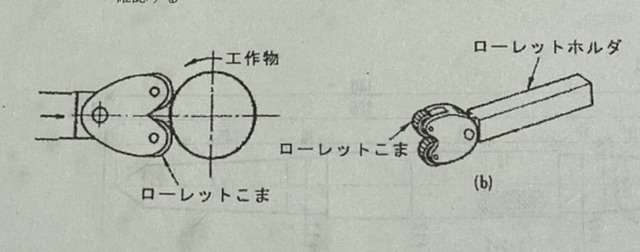
最初はローレット加工です。ローレット加工はローレットホルダーを刃物台に取付、回転している工作物に押し当て、細かい凹凸をつける加工法を言います。ローレット加工は、滑り止めの効果のほかに製品の飾りの効果もあります。
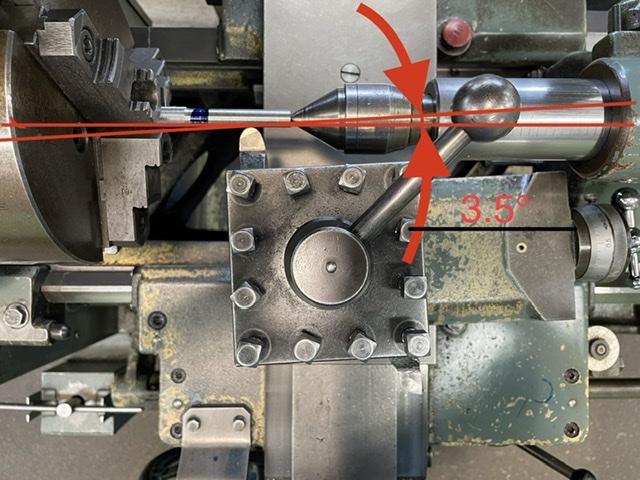
続いて、テーパ削りです。工作物を斜めに細くしていく加工法を言います。刃物台に任意の角度をつけて旋削していきます。今回は460min-1の回転数で剣先丸バイトを使い刃物台を3.5°の角度をつけ仕上げ角度7°で旋削していきます。写真は元の刃物台角度と3.5°の角度をつけた時の刃物台です。

この時に心押し台で押さえている端面から5mmほど残しテーパを入れていきます。5mmほど残しておく理由は、つぎの先端部加工で使用する部分を残しておく為です。写真はテーパ削り後の工作物の写真です。

回転数についてですが、回転数は、n=1000v/πD(n=回転数、v=切削速度、D=工作物の直径[mm]、π=円周率)の計算式で求めることができます。しかし、工作物の材質(硬さ、素材など)、加工の方法などにより計算で求めた回転数よりも少し変えることがあります。
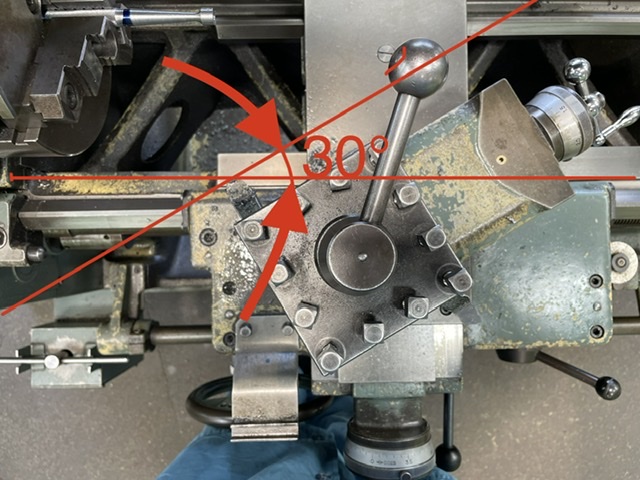
続いては、センタポンチで一番重要になる先端部の加工していきます。この作業では、先ほど残しておいた5mmの部分を鋭く鋭利に加工していきます。鋭利にする理由は、この部分が材料に印をつける部分になるからです。まずは、加工に邪魔な心押し台を外します。そして刃物台を30°の角度をつけ、仕上げ角度60°で旋削していきます。
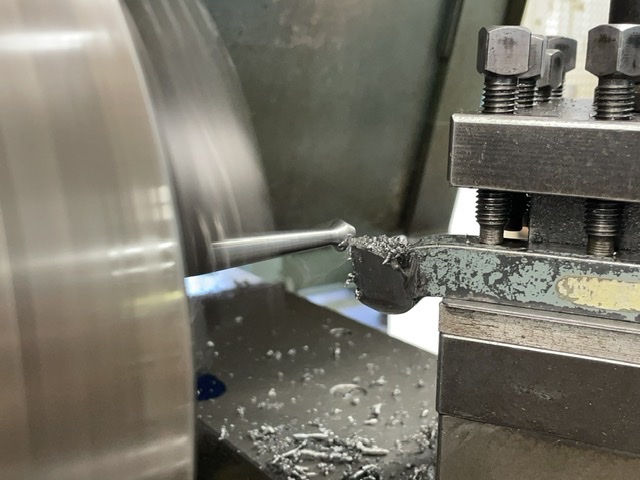
回転数は、先ほどと同じの460min-1で剣先丸バイトを使い、0.5mm以下ずつセンタ穴がなくなるまで切削していきます。0.5mm以上ずつ切削してしまうと、バイトの欠けや、割れが発生してしまう可能性が高くなります。写真は旋削中のものと先端部の加工が終わったものの写真です。

頭部加工は、ハンマなどで叩かれる部分なので先端部のように鋭利にする必要はなく、鈍な角度でいいわけです!ですが、このままだと全長が図面より長くなっているため端面を削ります。今の全長から寸法通りの全長まで0.5mmずつ片刃バイトで削っていきます。

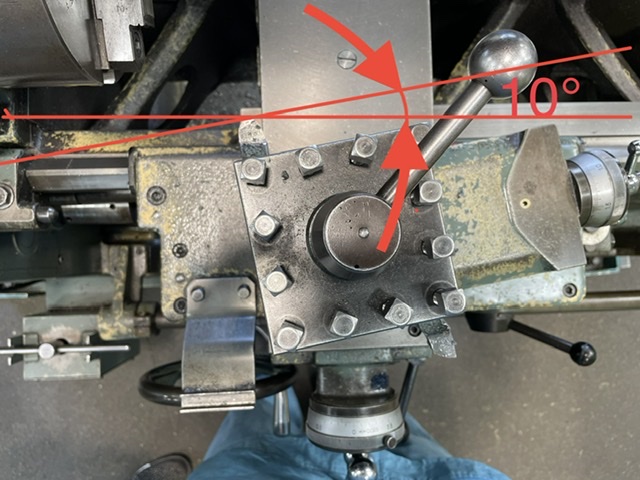
では頭部加工に入っていきます!加工法は先端部と似ていてまずは頭部の少し中方にテーパを入れていきます!刃物台の角度を10°に変え、仕上げ角度20°で先ほどと同様剣先丸バイトで旋削していきます。
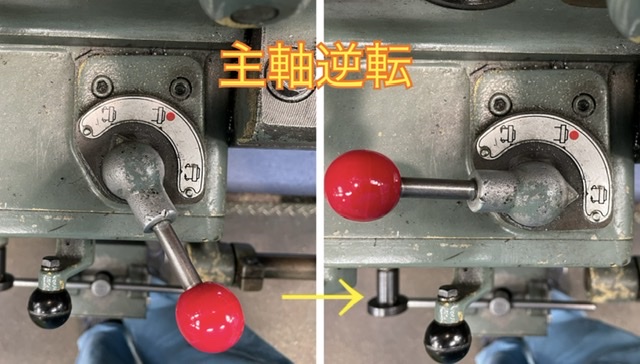
次は頭部を鈍な角度に仕上げていきます。この加工は、工作物の中心から向こう側で旋削するので、主軸を逆転(反対回り)で工作物を回転させます。もしこのまま普通の回転向きで回転させて旋削してしまうと、バイトに対して工作物が下からきてしまいバイトが欠けるもしくは折れてしまう可能性があります。角度は任意でつけます。(鋭利にならないようにする)

これで旋盤での作業は終了です。

ここからは先端部と頭部の焼き入れ作業を行い硬くしていきます。焼き入れ作業はガス溶接用のガスバーナーを使用します。


焼き入れは鋼を変態点(組織の構造が変化するポイント)以上の温度まで上昇させ、急激に冷却することを言います。高温加熱することによって、金属内部の結晶状態が変化し柔らかくなり、そこで急冷することによってさらに結晶状態が変化(結晶同士の間隔が狭くなる)し硬く、そして強くなります。もし焼き入れをせずにそのままセンタポンチを使用すると、鋭利にさせた先端部が丸くなって使い物にならなくなってしまうでしょう。それくらい焼き入れは大切な作業です。

今回はここまでです!先週の宣言通り完成させれたのでよかったです。丸棒の状態から自分達で削って、何かのものにするというのはとても達成感があり嬉しかったです!前回の投稿で、コメントを多くいただきました。コメントによって、投稿が良くなる可能性があるのでコメントしていただけると嬉しいです!よろしくお願いします!来週からはミニ文鎮を製作していきます!来週もお楽しみに!
目に見えるものを作り上げるというのは、目の前でその変化が見えて楽しいですよね。
私の専門は目に見えるものを扱っていないので、うらやましく思います。
あえて強がりますが…
目に見えないものを扱う際には、数学などをツールとして利用していきます。
確かに直接的にモノを手にすることはできませんが、数字や数式などで間接的にモノを扱っていくと魔法を使っているようで、それはそれですごく楽しいです。