

今回からはセンタポンチに変わり、ミニ文鎮を製作していきます!今回製作するミニ文鎮の製作図はこちらです!
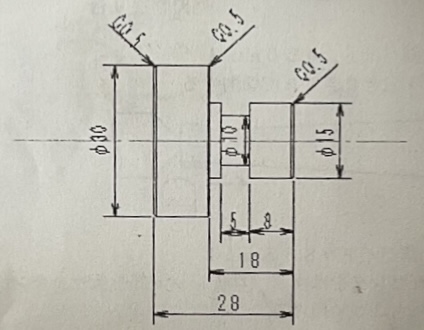
今回使用する材料は前回とは異なり、SS400材を使用していきます。SS材とは一般構造用圧延鋼材を意味し、数字は炭素含有量×100の量を意味しています。よって今回使用する材料は4%の炭素を含んだ一般構造用圧延鋼材となります。毎回の実習で記号の意味など復習になるので、とても良いです。
旋盤の点検、材料の取り付けをしたら作業開始です!まずは、端面を削っていきます。端面削りは端面をきれいにすることと共に、工作物を図面通りの全長に仕上げる役割があります。この作業が雑になってしまうとすべての作業にずれが生じるので気が抜けません。片刃バイトで460min-1の回転で工作物を削っていきます。

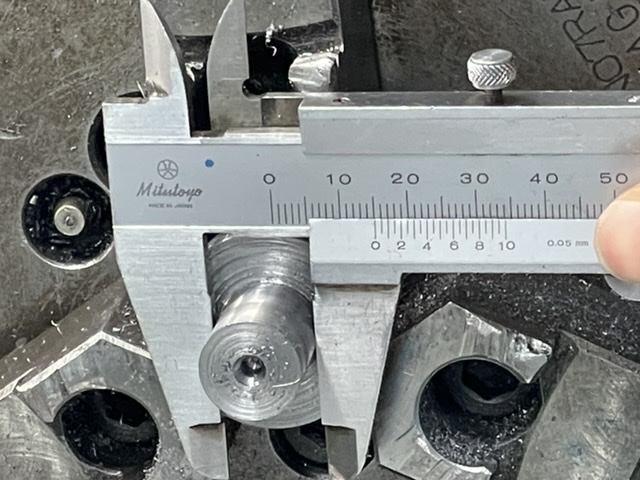
次は、外径削りをしていきます。こちらも片刃バイトで460min-1の回転で工作物を削ります。まずは、黒皮(丸棒を製作する際に出来てしまった、酸化鉄の膜)を削っていきます。黒皮を削ったうえで、図面通りの寸法に仕上げていきます。図面を見ると、右端から18mmのところまでは細くなっています。一部寸法が違うところがありますが、Φ15mmまでは共通で細くしていいことは分かります。なのでΦ15mmまで切り込み量0.5mmで細くしていきます。下の写真で、ノギスのメモリがぴったり合ったときはとても嬉しかったです!

続いては段つけ作業をしていきます。図面を見ると、右端から8mmの距離から5mm幅はΦ10になっています。このΦ10部分は突切りバイトという刃が厚いバイトを使用して、削っていきます。

今回使用する突切りバイトの刃は、3mm厚でした。
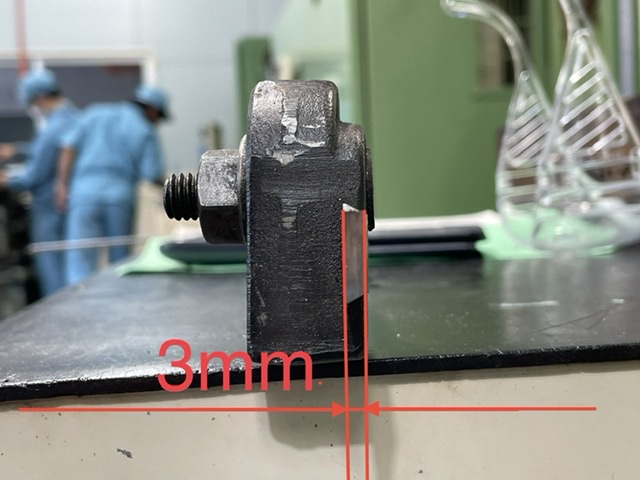
これを使用して、Φ10・幅5mmの段つけをします。段つけは70min-1の低回転でゆっくりゆっくり削っていきます。これまでに使ったことのないバイトを使って削ったのでとても新鮮味を感じました。
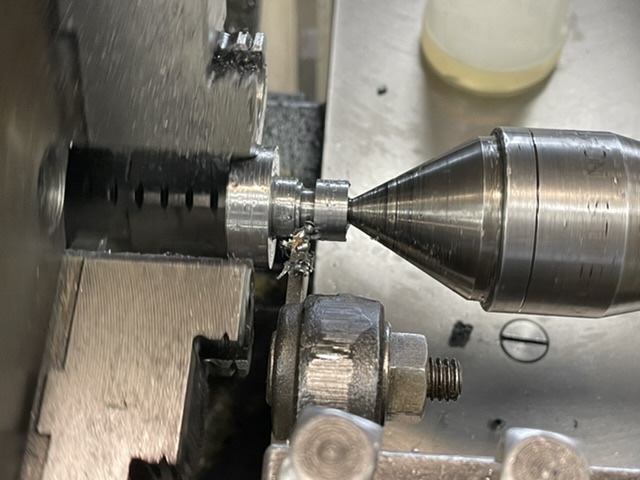
これでミニ文鎮の形は完成しました!ここからさらに面取り(45°で角をとる)作業をして、完全完成です!今回は1回の実習で完成しました!前回の投稿でも書きましたが、一つの材料から、自分の手で一つのものにすることはとても楽しくやりがいがあります。そこが機会実習のだいご味でなのではないかと思います。将来、職についたとき、この気持ちを忘れることなく仕事ができたらいいなと思います。

非常に素晴らしい投稿内容です。
驚きました。
機械の実習は危険との隣り合わせですが、製品を作るのに大事なことになります。その中で楽しみや喜びを感じることができるのは機械に慣れた証拠だと思います。
怪我だけには気をつけて、その想いをこれからも感じ続けていて欲しいと思います。